مونتاژ اتوماتیک برد های الکترونیک
مونتاژ اتوماتیک برد های الکترونیک
اتوماسیون تولید برد الکترونیک
تولید اتوماتیک برد الکترونیک
تولید اتوماتیک قطعات الکترونیک SMD , DIP ,THT
امروزه با پیشرفت علم در صنعت نیمه هادی ها و الکترونیک روز به روز قطعات الکترونیک در ابعاد کوچکتر تولید شده اند .با توجه به این موضوع که تولید انبوه بردهای الکترونیک با قطعات SMD در سایز های خیلی کوچک دیگر بصورت دستی قابل انجام نیست ، نیاز کارخانجات به دستگاه های دقیق و سریع برای تولید بردها الکترونیک روز بروز بیشتر شده است . امروزه اکثر تولید بردها در صنایع مختلف اعم از مخابراتی ، نیروگاهی ، خودرویی و ... همگی برای تولید برد های الکترونیک از دستگاه تولید اتوماتیک برد استفاده می کنند .از همین رو، شرکت پویا نیک بنیان شریف نیز این خدمت را برای صنایع و کارخانجات به مشتریان خود ارائه می دهد .
مراحل انجام پروسه تولید اتوماتیک برهای الکترونیک:
- تهیه و بررسی قطعات و مواد اولیه :
قطعات الکترونیک و برد مدار چاپی را بررسی می شود. بطور معمول برد مدار چاپی دارای پد های مس مسطح ، قلع ، نقره یا طلای بدون سوراخ است که به آنها Solder pads گفته می شود.
- آماده سازی شابلون:
از شابلون برای ایجاد موقعیت ثابت برای چاپ خمیر لحیم استفاده می شود. با توجه به موقعیت های طراحی شده solder pads در PCB تولید می شود.
- چاپ خمیر لحیم:
خمیر لحیم کاری ، که معمولاً مخلوطی از ماده فلاکس و قلع است ، برای اتصال SMC و پدهای لحیم کاری روی PCB استفاده می شود. با استفاده از شستشو در محدوده زاویه از 45 تا 60 درجه به PCB اعمال می شود.
- قرار دادن SMC:
سپس PCB چاپ شده به دستگاه های pick and place می رود ، جایی که آنها بر روی تسمه نقاله حمل می شوند و قطعات الکترونیکی بر روی آنها قرار می گیرد.
- لحیم کاری مجدد:
اوون لحیم کاری: پس از قرار دادن SMC ، بردها به داخل اوون لحیم کاری مجدد منتقل می شوند.
منطقه قبل از گرما: اولین منطقه در کوره یک منطقه قبل از گرما است ، که در آن دمای صفحه و تمام اجزا به طور همزمان و به تدریج افزایش می یابد. میزان شیب افزایش دما در این بخش 1تا 2 درجه سانیگراد در ثانیه است تا زمانی که به محدوده دمایی 140تا 16 درجه سانتیگراد برسد.
مرحله غوطه وری : تخته ها در این منطقه با دمای 140 ℃ -160 ℃ به مدت 60-90 ثانیه نگهداری می شوند.
منطقه Reflow: بردها سپس وارد منطقه ای می شوند که درجه حرارت رمپ1تا 2 درجه سانیگراد در ثانیه تا حداکثر 210تا 230درجه سانتیگراد برای ذوب قلع در خمیر لحیم کاری وارد می شود ، و منجر به اتصال پدهای قطعات یه Solder Pads می شود. . کشش سطحی لحیم ذوب شده به قرارگرفتن قطعه در محل درست آن کمک می کند.
منطقه خنک کننده: بخشی برای اطمینان از یخ زدن لحیم در هنگام خروج از منطقه گرمایش برای جلوگیری از ایراداتی در اتصال لحیم کاری.
این فرآیند ممکن است برای برد هایکه در طرف قطعه دارند تکرار شود.
- تمیز کردن و بازرسی:
پس از لحیم کاری بردها را تمیز کرده و عاری بودن از ایرادات را بررسی می کنند. نقایص را دوباره اصلاح می کنند و محصولات را ذخیره می کنند. تجهیزات معمول مربوط به SMT شامل بزرگنمایی لنز ، AOI (بازرسی نوری خودکار) ، تستر پروب ، دستگاه اشعه ایکس و غیره است.
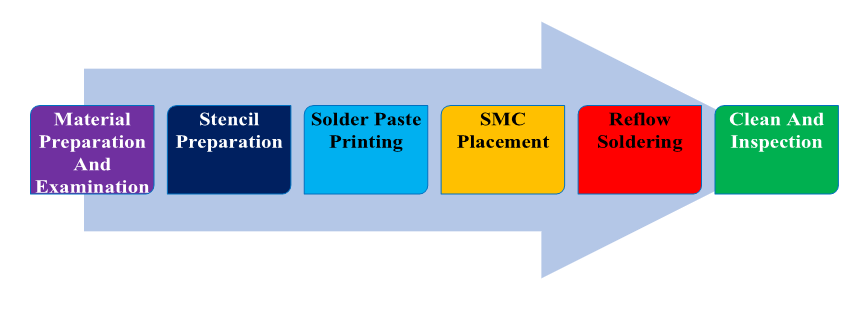
1. Material preparation and examination
Prepare the SMC and PCB and exam if there’s any flaws. The PCB normally has flat, usually tin-lead, silver, or gold plated copper pads without holes, called solder pads.
2. Stencil preparation
Stencil is used to provide fixed position for solder paste printing. It’s produced according to the designed positions of solder pads on PCB.
3. Solder paste printing
Solder paste, usually a mixture of flux and tin, is used to connect the SMC and solder pads on PCB. It’s applied to PCB with the stencil using a squeegee on a angle range from 45°-60°.
4. SMC placement
The printed PCB then proceed to the pick-and-place machines, where they are carried on a conveyor belt and the electronic components are placed on them.
5. Reflow soldering
- Soldering oven: after SMC was placed, the boards are conveyed into the reflow soldering oven.
- Pre-heat zone: the first zone in oven is a pre-heat zone, where the temperature of the board and all the components is raised simultaneously and gradually. Temperature ramp up rate in this section is 1.0℃-2.0℃ per second until it reaches 140℃-160℃.
- Soak zone: the boards will be kept in this zone on temperature from 140℃-160℃ for 60-90 seconds.
- Reflow zone: the boards then enter a zone where the temperature ramp up at 1.0℃-2.0℃ per second to the peak of 210℃-230℃ to melt the tin in the solder paste, bonding the component leads to the pads on the PCB. The surface tension of the molten solder helps keep the components in place.
- Cooling zone: a section to ensure solder freezes at exit of heating zone to avoid joint defect.
If the circuit board is double-sided then this printing, placement, reflow process may be repeated using either solder paste or glue to hold the components in place.
6. Clean and inspection
Clean the boards after soldering, and check if there’s any flaws. Rework or repair the defects and store the products. Common equipment related to SMT include magnifying lens, AOI (Automated Optical Inspection), flying probe tester, X-ray machine, etc.